2020年 1月 21日
回答
今回はヒートポンプによる加熱の用途として、特に効果の大きい廃熱回収の例をあげます。
1.はじめに
工場などでは様々な工程で熱が捨てられています。それらの廃熱を回収し、活用することは電力や燃料の使用量の削減につながります。
しかし、単に熱交換器を設置することのみにより廃熱を回収しても、その回収熱の活用は困難な場合がほとんどです。熱交換器のみでは、その構造上、回収できる熱の温度レベルは廃熱の温度レベル以上にはならないため、回収した熱の用途が限定されるわけです。
一方、ヒートポンプを使用すれば、廃熱の温度レベル以上の温度で熱の回収ができます。しかも、「ヒートポンプによる加熱とは(1) 」で記したように、ヒートポンプ駆動のために投入したエネルギーの数倍の熱エネルギーを得られます。
このようにヒートポンプによる廃熱回収は、回収した熱の質(温度)、量の両面で大きなメリットがあります。その事例を以下に記します。
2.冷却水廃熱回収の例
(1) 改善前
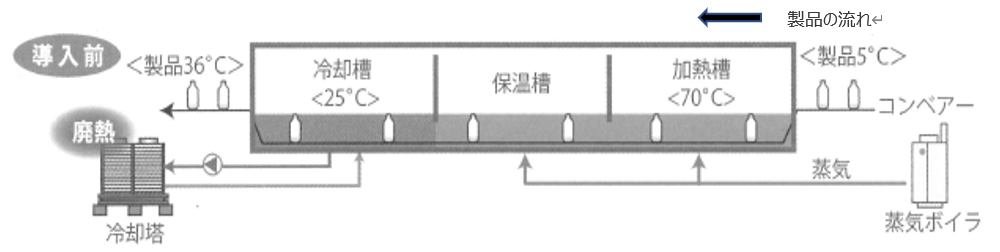
清涼飲料水メーカーの工場における事例です。改善前は以下のようになっていました。
図1に示すようにコンベア上の飲料の缶や瓶が、ボイラーの蒸気を熱源とする70℃の温水により加熱殺菌されていました。その後、ラベル貼りなどの後工程のために水で冷却(25℃)されていました。冷却層の水は缶、瓶により温まってしまうため冷却塔で冷やしていました。この冷却塔で処理された熱は蒸気ボイラーによる熱の一部が捨てられた廃熱になります。
(2) 改善後
加熱殺菌装置全体が老朽化しているため、熱源を含め更新することとなりました。
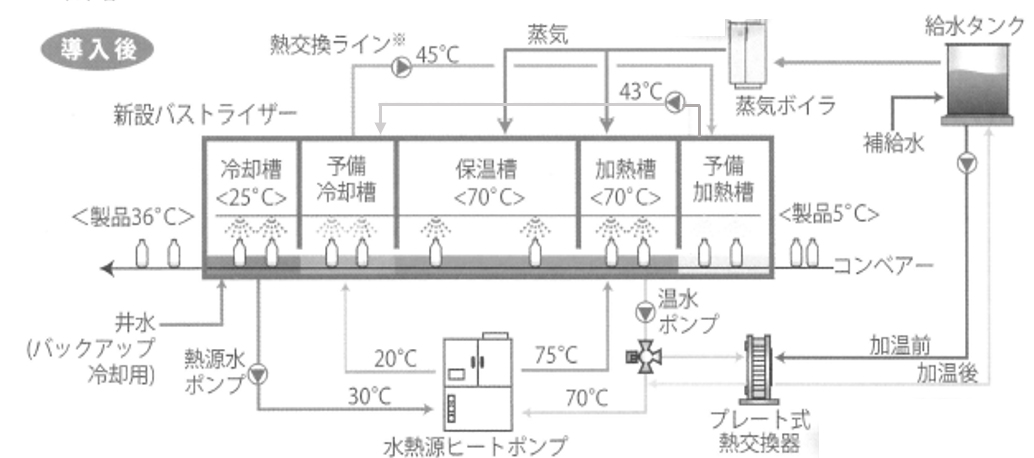
最終的に、図2のように水熱源ヒートポンプを新設し、ヒートポンプの冷却側、加熱側をそれぞれ次のように接続しました。
ヒートポンプの冷却側(蒸発器)— 冷却槽で温まった30℃の水は、これまで冷却塔に送り温度を下げていました。改善後は、この水をヒートポンプの冷却側(蒸発器)に送り20℃まで冷やし、予備冷却槽に送ります。
ヒートポンプの加熱側(凝縮器)— 加熱槽から70℃の温水を取り入れ、75℃まで加熱して加熱槽に戻しています。これは従来のボイラー蒸気による加熱の代わりとなります。ただし、製品の種類により加熱、冷却の温度が異なるため、調整用として蒸気供給ラインは残しました。また、ヒートポンプに余裕があるときには蒸気ボイラーの給水加熱も行えるようにしています。
なお、ヒートポンプの仕様等は次のようになっています。
加熱能力:209.3kW(70→75℃)
冷却能力:148.3kW(30→20℃)
消費電力:61kW
稼働時間:10h/日、250日/年
(3) 効果
ヒートポンプの導入および廃熱回収により、蒸気ボイラーのガス使用量が大幅に減りました。冷却塔も撤去され、その分の電気使用量も無くなりました。
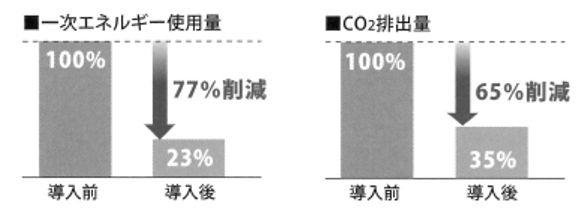
今回は、加熱殺菌・冷却の装置(パストライザーという)全体も更新し省エネ型となっています。その効果も含め、ヒートポンプを中心とした全体の効果は以下のようになりました。(図3)
-
一次エネルギー使用量が77%削減
-
CO2排出量が65%削減
-
ランニングコストは71%削減(1,320万円/年)
3.洗浄水廃熱回収の例
(1) 改善前
温水による洗浄は多くの業種で行われており、廃熱の発生源としても多くみられます。ここでは天然素材から調味料を製造する工場の例をあげます。
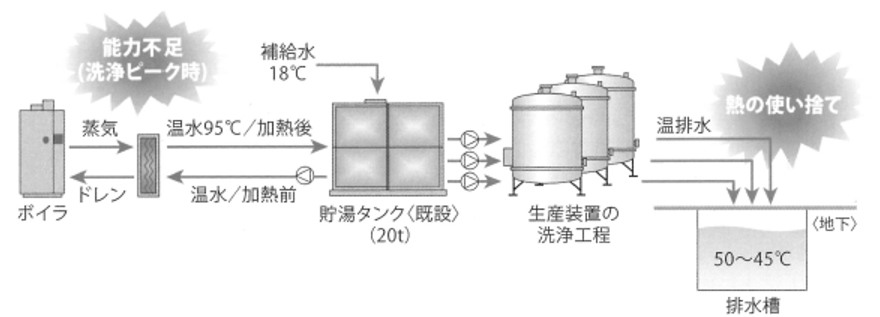
食品工場では製品の種類が切り替わるたびに設備を洗浄します。この工場では、図4のように、蒸気ボイラーによる95℃の温水を洗浄に使用しています。ピーク時にはこの温水づくりが間に合いませんでした。
また、洗浄後の温排水は、工場内の排水処理設備で一定の水質基準まで処理してから放流されます。この温排水は45~50℃とかなり温度が高く、熱の使い捨てが生じていました。そして、この温度は排水処理設備の好気性微生物にとっても高過ぎる温度でした。
(2) 改善後
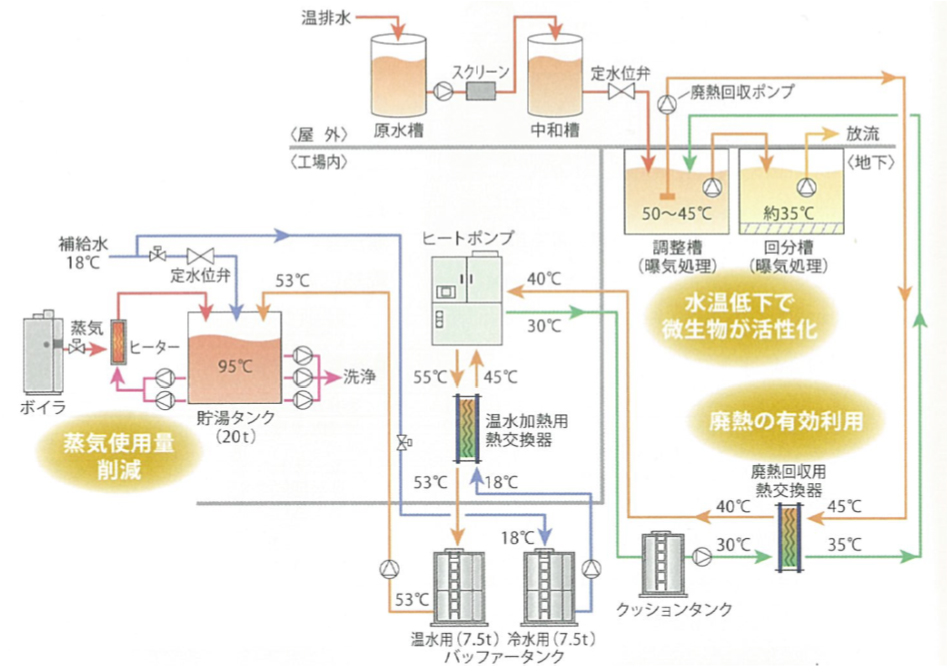
図5のように、ヒートポンプを設置し、ヒートポンプの冷却側、加熱側をそれぞれ次のように接続しました。
ヒートポンプの冷却側(蒸発器)— 排水処理設備の45~50℃の廃水の熱を熱交換器を介してヒートポンプの冷却側に導入しました。冷却側で冷やされ熱交換器を介して35℃になった廃水を排水処理設備に戻しました。これにより最終的に工場からの排水の熱量が減少し、かつ、排水処理設備の好気性微生物が活性化しました。
ヒートポンプの加熱側(凝縮器)—加熱側から出た55℃の温水は、熱交換器で18℃のボイラー補給水を53℃まで加温したのち、45℃になり加熱側に戻ります。53℃まで加熱されたボイラー補給水は、バッファータンクを介してボイラーの貯湯タンクに送られます。これにより、ピーク時のボイラーの能力不足が解消しました。
以上で、廃水の熱をヒートポンプの蒸発器の熱源として活用し、ヒートポンプ凝縮器でボイラー補給水の加熱を行う廃熱回収ができたことになります。
なお、ヒートポンプの仕様等は次のようになっています。
加熱能力:678.7kW(45→55℃)
冷却能力:590.8kW(40→30℃)
消費電力:87.9kW(加熱COP: 7.7)
(3) 効果
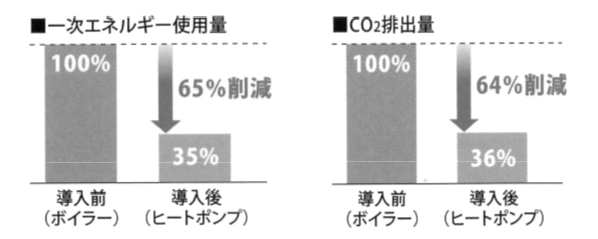
ヒートポンプを中心とした全体の効果は図6のとおり、
-
一次エネルギー使用量が65%削減
-
CO2排出量が64%削減
-
ランニングコストは69%削減(1,085万円/年)
4.まとめ
2項の事例は冷却塔で捨てられていた熱の回収です。冷却塔は多くの業種の工場で見られるものですので廃熱回収を検討するときの着眼点になります。3項の事例は洗浄に伴う温排水の廃熱です。洗浄工程は熱水、温水を使うことが多いため、廃熱回収検討の着眼点の一つとなります。
2項の事例は、1本の加熱殺菌・冷却ラインの冷却部から発生する廃熱をヒートポンプに回収し、そのヒートポンプで昇温した温水を同じラインの加熱部に供給し、活用しています。このように同一ライン内で、ヒートポンプによる廃熱回収と活用を行うことは次のようなメリットがあります。
-
廃熱を発生する機器の稼働時間帯とその廃熱を活用する機器の稼働時間帯が一致するので、両方の時間帯のずれに備える予備のボイラーやバッファータンクなどが必要ない。
-
廃熱源~ヒートポンプ~廃熱利用先の間の配管等が短くなり放熱損失が少ない。
【参考文献】
1) これからの時代 ものづくりに電気 vol.6、一般社団法人 日本エレクトロヒートセンター、2019.3
- 回答者
-
エネルギー管理士 本橋 孝久